Линия по производству панелей EPS
Артикул: P-1077395 В наличииEPS в переводе с английского (Enlarged Poly Styrol) означает вспененный полистирол. Пенополистирол (стиропор) – газонаполненный материал, получаемый из полистирола и его производных, а также сополимеров стирола. Пенополистирол – один из самых распространенных видов пенополистирола. Обычная технология производства пенополистирола заключается в наполнении гранул стирола, растворенных в пыльцевой массе, газом, а затем массу нагревают паром. В этом процессе размер исходных зерен увеличивается до тех пор, пока они не приобретут форму целого блока и не спекаются вместе. Природный газ, хорошо растворимый в стироле, используется в обычном пенополистироле.

С помощью предлагаемых нами технологий возможно производить все виды изделий из полистирола, однако AFEX GROUP рекомендует начинать свой бизнес с производства новых продуктов для клиентов.
“НОВЫЙ ПРОДУКТ” – Продукт, который может быть произведен в рамках данного проекта, пользуется большим спросом, а самое главное, что его начали производить в нашей стране. Отсутствие у вас конкуренции увеличивает возможность производство этого продукта и продвижение вашего бренда.

ЭСП-панели – это панель с современными, простыми и удобными опциями для обслуживания шлангов теплого пола.ЭСП-панели защищают ваш дом от жары летом, холода зимой, воды, влаги. Имеет низкий уровень горения и длительный срок службы. срок службы 50 лет.з не теряет своей специфики.
Этапы производства продукта
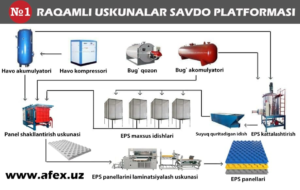
Сначала объясним этапы производства продукции в целом, а затем по порядку объясним их с помощью фотографий оборудования.
Все технологические процессы начинаются с парогенератора. Горячий пар необходим для производства ЭПС.Для обеспечения непрерывности процесса пропаривания регулярно работает газовый паровой котел. В качестве сырья гранулы полистирола помещаются в специальную емкость, после чего продукт через десатуратор направляется в котел, где гранулы полистирола укрупняются до 30-50 раз с помощью горячей воды, пара и горячего воздуха 90-120°С.Чем выше температура воздуха, тем гранулы становятся крупнее, а плотность ниже. Накрупненные из гранул шары помещаются в специальные бункеры через шнек, где шары сохнут в течение суток. В специальных бункерах подается горячий пар для формования аморфной массы в сухом шар формовочном оборудовании, где шары уплотняются и деформируются. Затем формируются панели EPS, которые ламинируются на оборудовании для ламинирования.
Механизм производства
Необходимое поле
Площадь, необходимая для данной линии, должна быть не менее 600 м/кв.м., высота потолков выше 6 м. Наличие возможности въезда или вывоза легковых автомобилей сырья и готовой продукции повысит эффективность работы.
Необходимый запас
Элементы инфраструктуры промышленного объекта должны быть обеспечены природным газом, электроэнергией и водоснабжением.
• Расход природного газа – 70м³/час
• Линейная мощность – 100 кВт/380В, 50Гц.
•Требуемый трансформатор – выше 160кВт/380В, 50Гц.
• На 1 тонну продукта – энергопотребление 300 кВт.
• Требуемое количество рабочих 5-8 человек.
Линейное оборудование и устройства
• Паровой котел.
•Парогенератор.
• Оборудование для обогащения частиц пенополистирола.
• Контейнеры из пенополистирола.
•Воздушный компрессор.
• Воздушный резервуар.
• Автоматическое формовочное оборудование.
• Формовка панелей системы отопления ЭЦН.
• Градирня водяного охлаждения.
• Центробежный водяной насос.
•Ламинирующее оборудование.
• Система трубопроводов.
С необходимой информацией о продукте и механизме производства мы ознакомились подробно, а теперь познакомимся с оборудованием линии.
Паровой котел

Площадь нагрева парового котла составляет 30 м², и он испаряет 3,5 м³ воды, используя природный газ. Для обеспечения непрерывности процесса пропаривания газовый паровой котел работает штатно, образующийся пар по трубам направляется в пароаккумулятор.
| Паровой котел (производство пара) | |
| Модель | WNS 1.0-1.0-Y |
| Выход пара | 1000 кг в час |
| Давление пара | 1.0Mп |
| Эффективность | >92% |
| Потребление топлива | 30 кг/ч/50м3/ч |
| Управляющее напряжение | 220В/50Гц/1П |
| Рабочее напряжение | 380В/50Гц/3П |
| Тип топлива | Натуральный газ |
| Вес | 6,8т |
Парогенератор

Основными функциями парогенератора являются поддержание температуры вырабатываемого пара на постоянном уровне.Для экономии энергии снаружи он покрыт изоляционными материалами. Это важно для сохранения тепла, направляемого на обогащающее оборудование.
| Парогенератор | |
| Мощность | 6м3 |
| Рабочее давление | Макс. 8 бар |
| Размер | 3750*1500мм |
| Вес | 1 т |
Оборудование для обогащения частиц пенополистирола

Оборудование для обогащения частиц EPS-Это оборудование считается сердцем этой линии.Гранулы полистирола помещаются в специальный контейнер в качестве сырья в оборудовании. После этого продукт отправляется в котел через десатуратор.Он увеличивается до – 50 раз.Чем выше температура воздуха, тем крупнее гранулы, а плотность ниже.
| Оборудование для обогащения частиц пенополистирола | |
| Модель | PSJ-1100 |
| Расширительный бак | F1100x1500(ч) |
| Диапазон плотности | 12-60кг/м3 |
| Эффективность | 150-300кг/ч |
| Давление пара | 0,4-0,8Mп |
| Давление воздуха | 0,6-0,8 Mпa |
| Вход пара | 50мм |
| Вход воздуха | 50мм |
| Расход пара | 3-8кг |
| Расход воздуха | 0,5, 0,9 м3/период |
| Вес | 2500кг |
| Общий размер | 2800*2200*4600мм |
Специальные контейнеры EPS
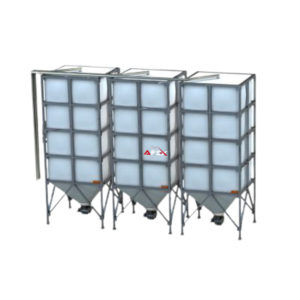
Укрупненные шары через шнек помещаются в специальные бункеры, где шары сушатся в течение 24 ч. Высушенные шары по трубам направляются на автоматическое формовочное оборудование.
| Специальные контейнеры EPS | |
| Количество специальных блюд | 4 |
| Емкость | 19м3 /шт |
| Общая мощность | 76м3 |
| Объём | 2.2×2.2×4м |
| Вес | 800кг |
Воздушный компрессор

Воздушный компрессор является вспомогательным устройством для данного оборудования, оборудования для обогащения пенополистирола и автоматического формовочного оборудования.
| Воздушный компрессор (производство сжатого воздуха) | |
| Поток | 2,4 м3/мин, рабочее давление 8 бар |
| Мощность | 15кВт |
Воздушный бак

Видеозапись работы линии
Рекомендуем